
DfAM and/or Print Fail - The Stapler Edition
What Happens When Design Optimization Is Not Process Specific.
The absence of universal rules for Design for Additive Manufacturing (DfAM) highlights the importance of considering specific factors in the manufacturing process, material, and post-processing techniques, as well as meeting performance and business requirements when designing for additive manufacturing.

In academic research, the freedom to disregard business requirements and even performance requirements may exist, but adherence to the manufacturing process, material, and post-processing technique requirements is imperative for any successful outcome.
The utilization of generative design software to optimize a design based solely on ‘performance requirements’ without considering the specific manufacturing process will result in an ineffective outcome, is unlikely to produce viable results but very likely to produce a world of pain.
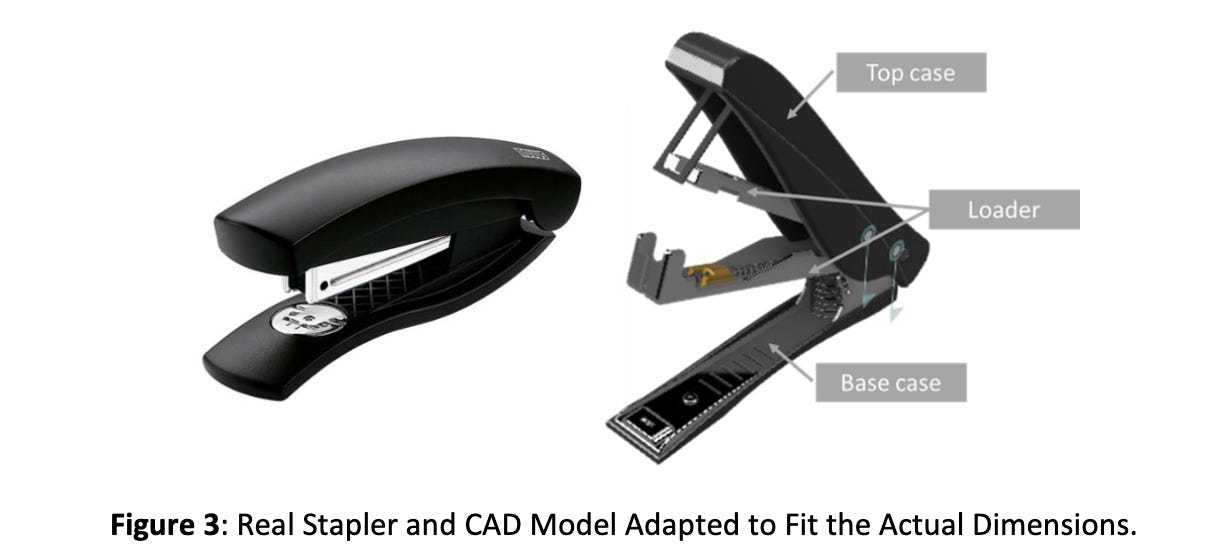
Researchers at Universidade do Porto in Portugal recently published a paper, 'Production of an Office Stapler by Material Extrusion Process, using DfAM as Optimization Strategy,' which serves as a cautionary tale.
Their design strategy and software failed to consider the full manufacturing process, resulting in a series of design and printing failures highlighting the importance of taking into account the manufacturing process in DfAM optimization strategies.
First let’s acknowledge the researchers clearly stated in their paper, that the combination of topology optimization and lattice structure design strategy used was not appropriate for their specific manufacturing process, highlighting the importance of considering the manufacturing process in additive manufacturing optimization strategies.
I also want to thank the researchers for the publication of this paper and another on Topological Optimization of a Metal Extruded Doorhandle using nTopology as they both serve as a valuable and rarely documented example of the consequences of not considering the specific manufacturing process, material, and post-processing techniques in DfAM optimization strategies, which can be exacerbated if reliant on generative design.
I highly recommend reading both papers for a deeper understanding of the methodology and the issues encountered during the design, print preparation, manufacture, and post-processing phases of the production of the office stapler and the door handle by the researchers.

Research Objective
The objective of the research was to gain a deeper understanding of the design process using generative design, topology optimization, and DfAM principles by designing and 3D printing a few everyday objects.
The researchers made a wise choice by selecting simple objects, as the design of more complex high-performance parts with multiple objectives would have added more complexity, potentially obscuring the fundamental issues exposed in the project.
The choice of a stapler and a door handle as the objects to be designed and manufactured in the additive manufacturing project was appropriate. As the project did not have any specific business requirements, the simplicity of these objects allowed for an effective demonstration of the design and optimization processes involved in AM.
Using Fusion 360 Generative Design and nTopology to create and optimize the design were also good choices as both are very powerful tools with very different approaches to how a design problem is set up, evaluated and solved. Fusion 360 being a more ‘black box’ approach with processing in the cloud and nTop being a more granular and ‘hands on’ approach requiring the programming of every individual step in the design process.

However issues arose in the design process of the project due to the lack of optimization tools specific to the chosen manufacturing process in Fusion 360 Generative Design and nTopology. These tools are designed to provide effective solutions in design and optimization, but in this instance were not optimized for the specific manufacturing process being used.
The additive manufacturing process used in the project was the Markforged Metal X (MEX) system, which is a variation of the Fused Deposition Modeling (FDM) or Fused Filament Fabrication (FFF) process. This process involves extruding metal powder within a polymer binder, which is then sintered to produce dense metal parts.

The complexity and physical restrictions introduced by the initial manufacturing process of extruding the material, the debinding process to remove ceramic support material, and the sintering process, added design constraints that were not properly considered in the design process or the software used.
As highlighted by the researchers, the designs generated with Fusion 360 and nTopology were optimized for a different manufacturing process, which resulted in problems at every stage of the manufacturing process of both the stapler and the door handle.
After the production of the component layer-by-layer was concluded, the debinding was performed. It was used to remove the ceramic binders from the fabricated pieces, leaving the components very fragile. This fragilization resulted in a breakage of the top part of the stapler, which was not foreseen, as the critical factor was the bottom one due to the mesh implemented.
The broken component was not sintered since it was no longer usable. The bottom part was treated at the conditions automatically defined by Eiger based on the material and geometry printed. …In the end, this piece was problematic, breaking during sinterization.
The researchers also investigated the use of optimized lattice structures to further reduce the mass of the designs. However, this approach created additional issues during the manufacturing process as the designs were not suitable for the Markforged Metal X (MEX) process.

Anyone with experience experimenting with a desktop FDM machine knows that lattices can pose difficulties during printing as the nozzle needs to stop, retract and restart at every cross-section. Lattices can also result in the need for increased support structures and material, leading to a trade-off between printability and performance requirements. This too was called out by the researchers.
As mentioned before, lattices are not very suitable for the AM technique in the study, so this experiment was performed for future research with different AM processes, namely Laser Powder Bed Fusion.
In Conclusion
The researchers came to the common painful conclusion that optimizing for DfAM using advanced software tools is not feasible without taking into account the entire manufacturing process and the performance requirements of the part.
Neglecting any aspect can result in manufacturing challenges and a world of pain.
The goal of getting successful results working on the threshold limit of the machine was not materialized since there were some embrittlement problems, resulting in the fracture of both components - the Top Case after washing and the Base Case after sintering. This problem will require redesigning top and base support cases to enable a suitable part produced through MEX. Extrusion processes require increased dimensions compared to other AM processes like laser powder bed fusion (LPBF), and it would be interesting to evaluate these designs.


Thanks again to the researchers at Universidade do Porto for sharing the paper and their findings, all images courtesy of U.Porto Journal of Engineering, 9:1 (2023) 28-41 - ISSN 2183-6493 - DOI ISSN 2183-6493
